We are ISO certified
Cold Storage Company
We are ISO certified
Cold Storage Company
The key to making your supply chain run successfully is finding the best cold storage manufacturer. In this article we review product quality, after sales service and the factors that influence cold storage prices using actual experiences of leading cold storage manufacturers.
If you are either looking to develop a cold storage space or a full cold storage warehouse, then the information in this article should be useful in helping you select a partner that provides reliable cold storage project solutions at reasonable cold storage setup costs.
Top cold storage manufacturers build cold storage facilities using high-quality products that can stand the test of time and are also efficient. These top manufacturers use quality products that can resist the daily wear and tear of running a cold storage facility and that can keep the costs of operating a cold storage space low.
Reputed manufacturers provide a flexible design that meets both requirements through modular changes to their designs. This can provide you with the ability to scale your cold storage space to meet the growing needs of your business without having to incur significant expense to modify your existing cold storage space.
A one-off purchase becomes a long term partnership with cold storage manufacturers helping you keep going. One glitch can stop distribution – reliable service prevents that with proactive checks. This ongoing care ensures maximum uptime and security for your cold storage space.
When it comes to cold storage costs, smart budgeting is about total value, not just the sticker price. By using local companies for logistics, you will be able to pass the savings along to the customer and create a cold storage setupt that will pay itself back quickly.
Leading cold storage manufacturers include standards like FSSAI & BIS in the blueprint to ease inspections for food, pharma and agri sectors.
Seasoned cold storage manufacturer have the practical knowledge to make even the most difficult cold storage projects easy successes. Their years in the field mean they anticipate challenges from site-specific climate tweaks to regulatory snags to get your cold storage facility launched on time and on budget.
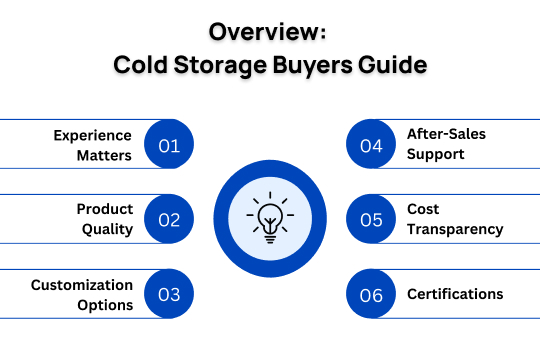
What separates reliable cold storage company from those who fall short? Experience; Quality; Customization; Support; Pricing; Certifications. Quality cold storage companies have all of these components in their business model. These are some of the key reasons why Blue Ice India is one of the successful cold storage manufacturers in Ahmedabad and can save money on cold storage costs for projects in India.
At Blue Ice India we offer you the opportunity to contact us to discuss your needs whether it is a small or large cold storage warehouse solution and we design a customized cold storage solution that fits within your budget and meets your goals. Initiate a discussion with one of our experts on how we can assist you with your cold storage solution and become a valuable partner in developing the cold chain for your business.

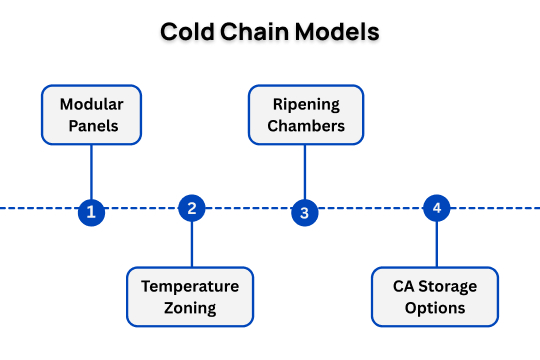
Kalpesh Bhuva, CEO of Blue Ice India, brings over 25 years of expertise in refrigeration and cold chain solutions. He specializes in cold storage, modular cold rooms, multi commodity cold storage, ripening chambers, pharma facilities, and more. His vision focuses on innovation, quality, and advancing sustainable, locally manufactured cold storage technologies across India.

Queries
Check experience, product quality, insulation standards, refrigeration technology, after-sales service, certifications, and transparency in pricing.
High-density PUF panels reduce energy loss, stabilize temperature, lower electricity costs, and improve long-term durability of the cold storage facility.
Look for FSSAI, BIS, HACCP, and NABL-certified components to ensure food safety, compliance, and reliable operational performance.
Modular designs allow phase-wise construction, reduce material waste, cut installation time, and can lower the overall setup cost by up to 30%.
Very important. Reliable manufacturers offer 24/7 remote monitoring, quick repair response, preventive maintenance, and easy access to spare parts to avoid downtime.